
Estep 1:
Desmonte o conjunto completo de rebolos Monte a novapedra de esmeril
Estep 2:
Retire a lâmina desgastada e monte a novalâmina de corte.
Estep 3:
Instale novamente o conjunto de pedra de amolar, desconecte o suprimento de ar no cilindro de ar da pedra de amolar para garantir que não haja pressão aplicada nopedra de esmeril.
Estep 4:
Empurre manualmente os dois eixos no cilindro de ar para permitir que a pedra de amolar toque/beija o fio da faca em ambos os lados.
Estep 5:
Use uma chave inglesa para garantir quepedra de esmerildefinido e os gumes da faca (ambos os lados) são tocados em beijo.Girando manualmente a pedra de amolar para verificar se a fricção de contato entre as pedras de amolar e os gumes das facas são literalmente a mesma fricção (nem uma pedra apertada, uma pedra solta).Em seguida, aperte os parafusos e porcas.
Estep 6:
Conecte o tubo de ar ao cilindro de ar e aplique 0,5 - 0,8 kg de pressão e verifique novamente se a pedra de amolar em contato com o fio da faca está conforme o desenho mostrado a seguir.
A área de contato do fio da faca (lâmina nova) estará entre ½ a ⅓ da área nopedra de esmeril.

Correção localizada em ⅓ demoer pedrae use a mão para empurrar o cilindro de ar para tocar a lâmina na posição ⅓ mostrada conforme o desenho.Certifique-se de que ambosrebolosdeve estar em contato uniforme com a lâmina.
Estep 7:
Se a borda da nova lâmina exceder ou não estiver dentro da faixa napedra de esmeril, repita e reajuste a pressão um pouco mais forte conforme etapa 4,5,6.
Estep 8:
Se a forma de retificação da borda da lâmina se tornar como o esboço
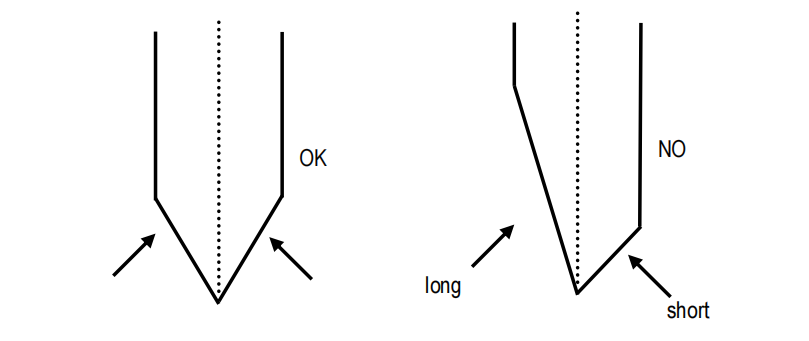
Se o desbaste nas bordas da lâmina não for uniforme, a placa não ficará limpa, afiada e causará rebarbas e danos nas bordas também.
Estep 9:
A pressão de ar recomendada para uso está entre 0,5 – 0,8 kg.Muita pressão causará desgaste rápido das lâminas.
Step 10:
No sistema de computador do marcador de corte, ele geralmente é configurado em medidores de moagem comuns a 300 metros de corte e, em seguida, moendo olâminapor 6 segundos.O operador deve ajustar o comprimento do corte e o tempo de moagem depende da qualidade do papel.
A retificação da lâmina para a boa qualidade do papel pode ser ajustada para corte de 500 metros e depois retificação por 6 segundos.Ou olâminaa moagem para a má qualidade do papel pode ser ajustada para corte de 200 metros e depois moagem por 10 segundos.
Etapa 11:
Quando os papelão ondulado são muito moles, o que significa que contém muita umidade e a cola não seca, a qualidade do corte será afetada e também reduzirá a vida útil das lâminas.
Recomenda-se que o sistema de resfriamento do óleo para afiação da lâmina seja ajustado para resfriamento por 15 segundos a cada 30 minutos.
Sempre limpe a escova de óleo/almofada de lã com ar comprimido a cada dois dias quando a qualidade do papel for 100% reciclável e papel de baixa qualidade para garantir que o óleo possa ser mergulhado nas bordas da lâmina para resfriá-las.
Troque a almofada de lã quando o óleo refrigerante não puder ser aplicado aolâmina.
O óleo de resfriamento recomendado é óleo lubrificante nº 30 ou nº 40 para resistência à temperatura de 150°C.

Horário da postagem: 08/03/2023



